
HYUNDAI 81QE11010 R1250 Гасеница со долен валјак/багер гасеничар за тешки услови Производител на компоненти за шасија - HELI MACHINERY MANUFACTURING CO.,LTD(CQC TRACK)


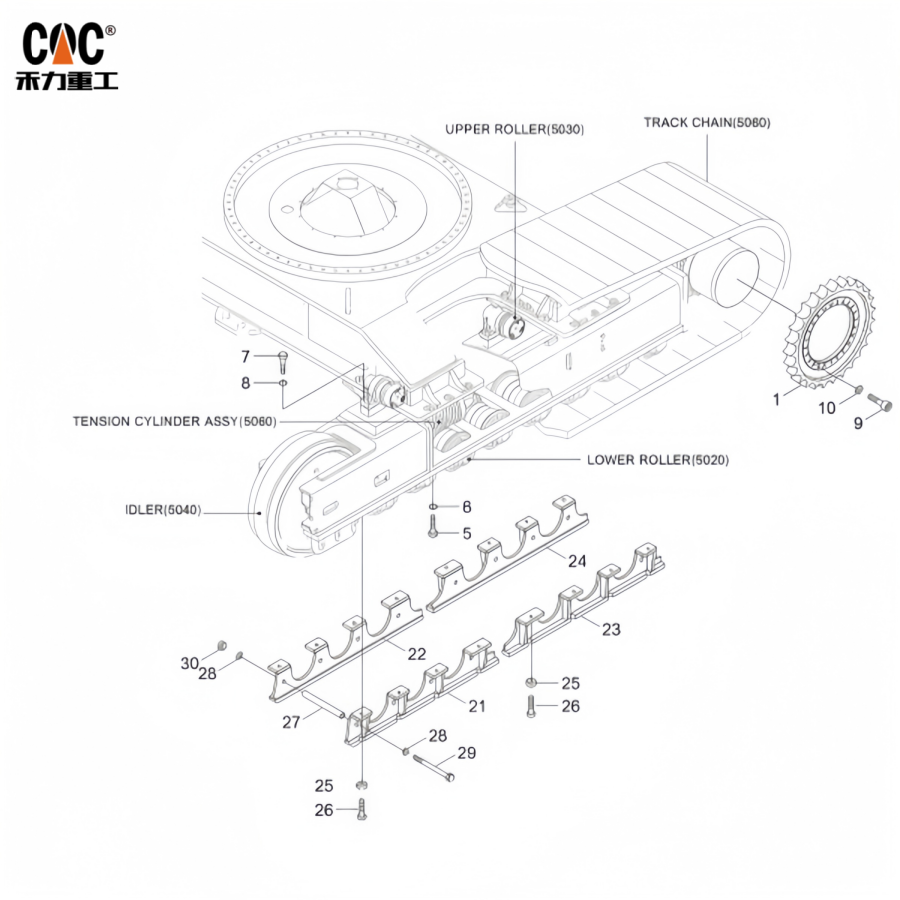
Бела книга за инженерство: НаHYUNDAI R1250 81QE11010 Склоп на долен валјак на гасеничар: Синтеза на сертифицирано прецизно и инженерство за тешки услови од HELI MACHINERY MANUFACTURING CO., LTD.
Идентификатор на документ: TWP-CQC-HMMCL-81QE11010-01
Датум на објавување: Декември 2025 година
Класификација: Јавна техничка спецификација
1.0 Резиме: Предноста на сертификацијата
Овој технички документ ги опишува инженерската филозофија, ригорозноста на производството и спецификациите за перформанси на склопот на долен валјак за гасеници HYUNDAI 81QE11010 за багерот гасеничар за тешки услови од класата R1250, како што е дизајнирано и произведено од HELI MACHINERY MANUFACTURING CO., LTD. (брендирано како CQC TRACK). Во индустрија каде што дефектот на компонентите е еднаков на катастрофално застој, нашата понуда ја надминува парадигмата на обичен заменски дел. Таа отелотворува производ со сертификација, каде што строгите, систематизирани протоколи на рамката за сертификација на квалитет на Кина (CQC) се суштински вткаени во секоја фаза од неговиот животен циклус - од металуршко снабдување до конечна ревизија.
Основната теза на ова склопување е дека вистинската сигурност во апликациите за тешки услови не е случаен исход, туку проверлив резултат на контролиран, ревидиран процес. HELI MACHINERY работи под повеќеслоен чадор за сертификација, поседувајќи и признавање на системот за квалитет ISO 9001:2015 и повеќекратни, специфични сертификати за сертификација на производи CQC (на пр., CQC17704176145). Оваа двојна основа налага систем за обезбедување квалитет на фабриката што опфаќа сè, од проверка на добавувачите и валидација на клучните компоненти до прецизно одржување на опремата за производство и сеопфатно водење евиденција што трае најмалку 24 месеци. За операторот на R1250, ова се преведува во компонента на долниот дел од возилото чија документирана конзистентност и издржливост се проектирани, произведени и постојано потврдени, обезбедувајќи минимизирани вкупни трошоци за сопственост преку максимизирано средно време помеѓу дефектите.
2.0 Деконструкција на протоколот за производство со сертификација
Вредноста на склопот 81QE11010 е вкоренета во применливата дисциплина на системот за инспекција и надзор на фабриките на CQC. Следната табела прикажува како овие задолжителни процедури директно се преведуваат во опиплив квалитет на компонентите и нивно следење.
| Барање за обезбедување квалитет на фабриката на CQC | Имплементација во 81QE11010 производство | Инженерство и сигурност - придобивки за крајниот корисник |
|---|---|---|
| Програма за избор и управување со добавувачи | Ригорозна проверка и одобрување на добавувачи на кованици од легиран челик и специјални материјали за заптивки. | Обезбедува интегритет на суровината, фундаментален фактор за животниот век на замор и отпорноста на удар. |
| Инспекција и верификација на клучни компоненти/материјали | Влезна инспекција на ковани валјаци и материјал од синтерувана легура на втулки во согласност со сертифицираните спецификации. | Спречува материјали со низок стандард да влезат во производство, што е директна примена на принципот „прва одговорност“ на CQC. |
| Редовно тестирање за потврда на клучните компоненти | Периодично земање примероци и лабораториско тестирање на тврдоста на материјалот, микроструктурата и хемискиот состав. | Обезбедува континуирана, објективна валидација дека својствата на материјалот остануваат во рамките на утврдените инженерски граници. |
| Систем за одржување на производствена опрема | Планирано превентивно одржување за CNC стругови, единици за индуктивно стврднување и машини за брусење. | Гарантира прецизност на обработката и конзистентност на термичката обработка, серија по серија. |
| Рутински и конфирмативни процедури за тестирање | 100% димензионална инспекција; земање примероци за тестирање на динамичко оптоварување и валидација на интегритетот на заптивките. | Секоја единица е потврдена за соодветност, а перформансите на примерокот се статистички потврдени во однос на стандардите за типско тестирање. |
| Контрола на неусогласени производи | Систематски карантин и анализа на секој дел што не ги исполнува сите контролни точки за инспекција. | Обезбедува склопување само на компоненти што ги исполнуваат сите спецификации, со што се заштитува интегритетот на финалниот производ. |
| Внатрешна ревизија на квалитет и преглед на управувањето | Закажани внатрешни ревизии и прегледи од страна на менаџментот на целиот систем за управување со квалитет. | Го поттикнува континуираното подобрување и ја обезбедува одржливата ефикасност на системот. |
| Сеопфатно чување на евиденција (≥24 месеци) | Целосна дигитална следливост за секоја производствена серија: сертификати за материјали, логови за термичка обработка, резултати од инспекции. | Обезбедува неспоредлива транспарентност и поддржува анализа на гаранција или дефект со цврсти податоци. |
3.0 Техничка егзегеза: Инженерство на ниво на компоненти под сертификација
CQC рамката го дава „како“; напредното инженерство го дефинира „што“. Склопот 81QE11010 е мастерклас во целната наука за материјали и механичкиот дизајн.
3.1 Тело и прирабница на ролерот: Ковано и стврднато за абразивна доминација
- Материјал: Јадрото е кован празен дел од 40SiMnTi или 50Mn високоцврстен, финозрнест легиран челик. Овој избор дава приоритет на исклучителната стврдливост и цврстина на јадрото во однос на вообичаените челици од понизок степен.
- Процес: Подложен на компјутерски контролирано, длабоко индукциско стврднување. Параметрите на процесот се прецизно документирани според записите за контрола на процесот пропишани од CQC.
- Спецификација: Постигнува површинска тврдост од 58-62 HRC со контролирана ефективна длабочина на куќиштето од 8-12 mm, преминувајќи во тврдо јадро од 38-42 HRC. Оваа длабока, стаклено тврда површина е проектирана да издржи екстремно абразивно абење од пулверизирана карпа и почва, додека дуктилното јадро ги апсорбира ударите со висок удар својствени за рударството и вадењето камен, спречувајќи катастрофално кршливо кршење.
3.2 Оска за запечатување: Триболошки и систем за задржување
- Вратило: Изработено од легиран челик 40Cr или 20CrMnTi, стврднат во куќиште, прецизно брусено до огледална завршница (Ra ≤ 0,4 μm). Ова го минимизира триењето и абењето на заптивната површина, што е клучен фактор за долгорочен интегритет.
- Втулка: Користи синтерувана бакарна легура со висока густина, импрегнирана со масло. Овој материјал нуди одлична конформност и носивост, а вграденото масло обезбедува секундарен извор на подмачкување во итни случаи.
- Систем за запечатување: Користи повеќестепено, лавиринтно заптивање кое се прилагодува на притисокот. Овој систем интегрира примарен лебдечки метален прстен за абење за одбивање на груби абразиви, нитрилна гумена заптивка со повеќе усни напојувана со патентиран дизајн на пружина и лавиринт прочистен со маст. Дизајниран е да го одржува интегритетот под висок статички притисок при длабоко потопување во кал и динамичкиот притисок при брзо ротирање на шината.
3.3 Склопување и конечна валидација: Конечната порта
Монтажата се изведува во контролирана средина. Шуплината се прочистува и се полни со маст од литиумски комплекс, под екстремен притисок (EP), специфицирана за широк температурен опсег (-30°C до +150°C). Пред испраќање, секоја единица се подложува на последен оперативен тест за мазност на ротацијата и интегритет на заптивката. Оваа последна проверка е задолжителен дел од „рутинската инспекција“ дефинирана од CQC, со што се затвора циклусот на контрола на квалитетот на производството.

4.0 Усогласеност, заменливост и посветеност кон перформансите
- OEM компатибилност: 81QE11010 е дизајниран за директна, немодифицирана заменливост со системот на подвозјето на HYUNDAI R1250. Сите критични димензии на интерфејсот - дијаметар на вратилото, кружен чекор на отворот на завртката, вкупна ширина и профил на прирабницата - се почитуваат строги толеранции.
- Гаранција за перформанси: Компонентата е поткрепена со гаранција за перформанси што е обезбедена со нејзиниот сертифициран процес на производство. Обемната документација што ја бара надзорот на CQC обезбедува објективна основа за оваа доверба.
- Глобална гаранција за снабдување: HELI MACHINERY MANUFACTURING CO., LTD. поддржува глобална логистика со пакување со стандард за извоз и целосна документација за сертификација, вклучувајќи сертификати за тестирање на материјали и извештаи од фабричка инспекција, олеснувајќи непречена прекугранична набавка.
5.0 Заклучок: Редефинирање на вредноста преку проверлив процес
НаHYUNDAI R1250 81QE11010 Склоп на долен валјак на гасеничарод HELI MACHINERY (CQC TRACK) претставува дефинитивна еволуција од резервен дел за широка потрошувачка до компонента за инженерство со гарантиран процес. Неговата супериорност не само што се тврди, туку е структурно наметната преку строгите мерки на сертификација на производи од CQC и надзор на фабриката. Овој пристап кон сертификацијата и инженерството гарантира дека секоја испорачана единица е директен потомок на ригорозно тестиран и одобрен дизајн, произведен во рамките на систем за квалитет кој е предмет на годишен надзор и ненајавени ревизии.
За пробирливиот менаџер на опрема, вредносната понуда е јасна: инвестирање во компонента чиј продолжен работен век и непоколеблива сигурност се вградени во самата нејзина ДНК и потврдени од еден од најструктурираните режими за проценка на квалитетот во производството. Ова резултира со врвна метрика за тешка машинерија: максимизирана достапност на машината и минимизиран трошок по работен час.
Одрекување од одговорност: Спецификациите и дизајните се предмет на континуирано подобрување. Препорачливо е да се провери точниот модел на машината и опсегот на сериски броеви за компатибилност пред набавката. Информациите за сертификација на CQC се базираат на јавните акредитиви на производителот и стандардните CQC протоколи.
Категории на производи
-

w154A-Z2/валјак за гасеници-валјак за дно-мини ископ...
-

Валјак за гасеници за багер Doosan (200104-00012A, 20...
-

Резервен пар за багер CQC-Мини багер/гасеница YQS35...
-

HITACHI/EX3000-(9066272,A7635000M00)-тракален...
-

Прилагодени делови за градежни машини за ископ...
-

Топло продаван SK60 SK200/ 24100N6292F2/24100N8009...






